


 扫一扫
扫一扫
南恩物资有限公司位于九龙坡区恒胜钢材市场 ,本公司专业生产 嘉峪关井篦子。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、高效的企业宗旨,竭诚为您提供高效的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:0527-882668880527-88266888 欢迎来电咨询或到厂实地考察!
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
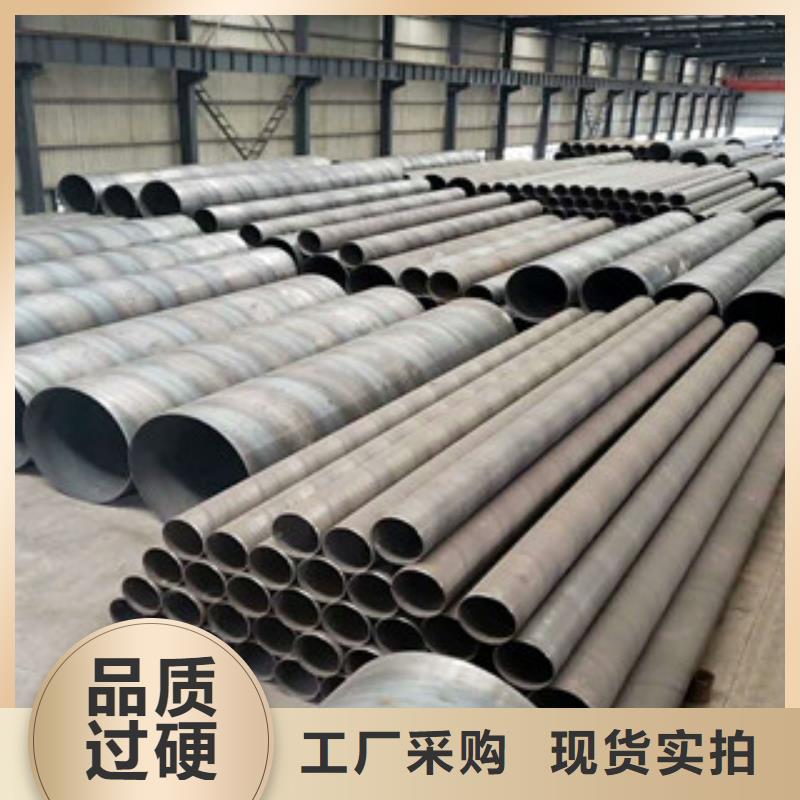
精密螺旋钢管的规格及特点
由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。
冷拔精密钢管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
热轧精密钢管的工艺流程
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
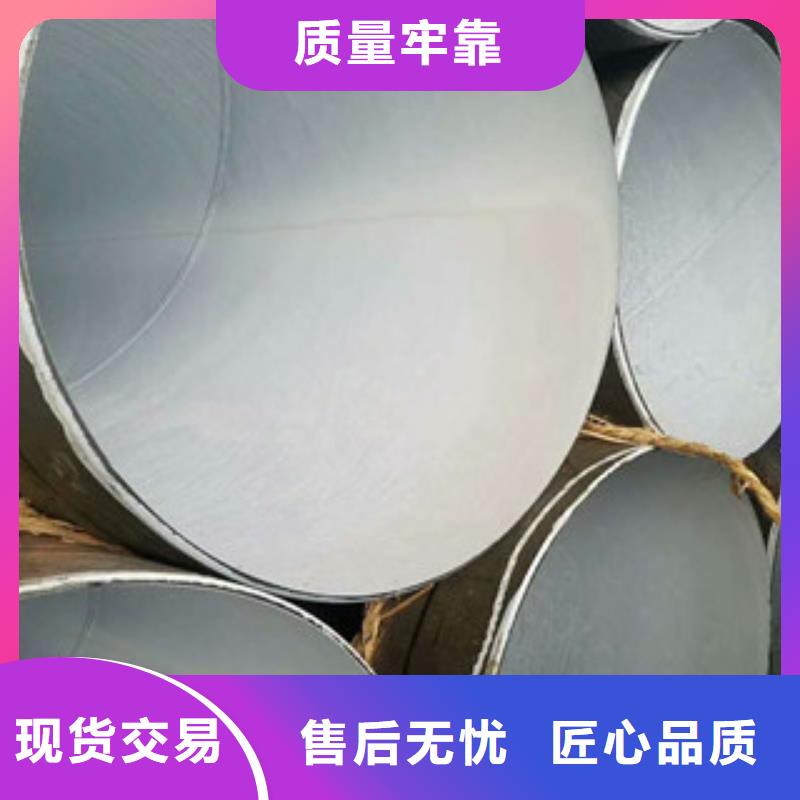
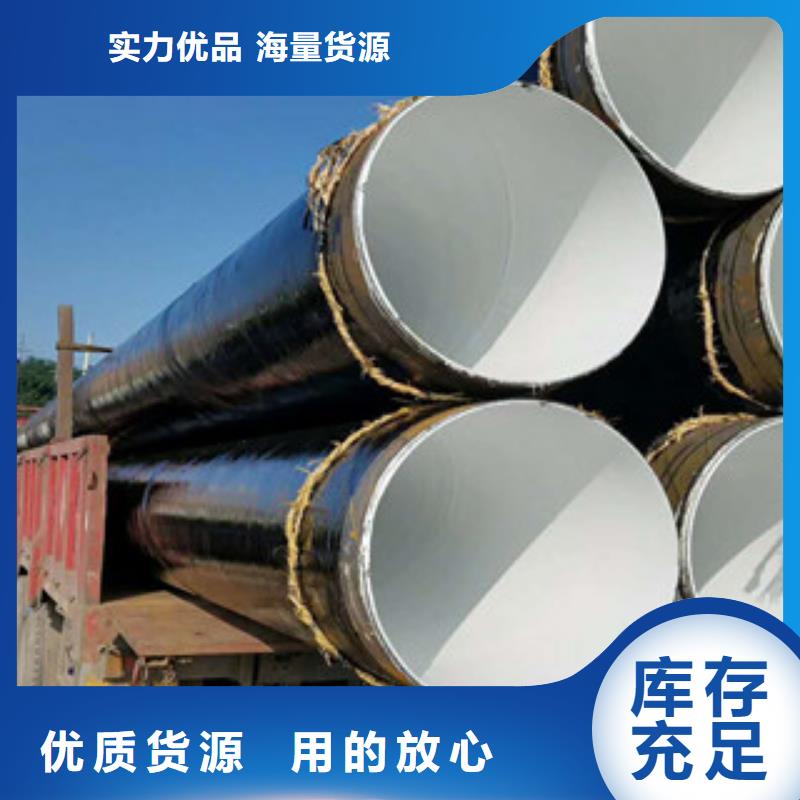
螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。 对钢管进行100%的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、最终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用无毒环氧涂料(厚度0.4mm)。
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
【本地】 螺旋管型号全价格低")
技术支持:k797.com